When it comes to making joints, you’re probably going to turn to one or more of the following methods:

If you have some form of welding skill, then perhaps you can use that to repair something with precision. Or if you want something stronger than solder but less permanent, maybe tin-based soldering will do the trick.
But what about brazing? What exactly is this method? And how does it work? Keep reading to find out everything you need to know about brazing.
Let’s begin by explaining what brazing is all about.
What Is Brazing?
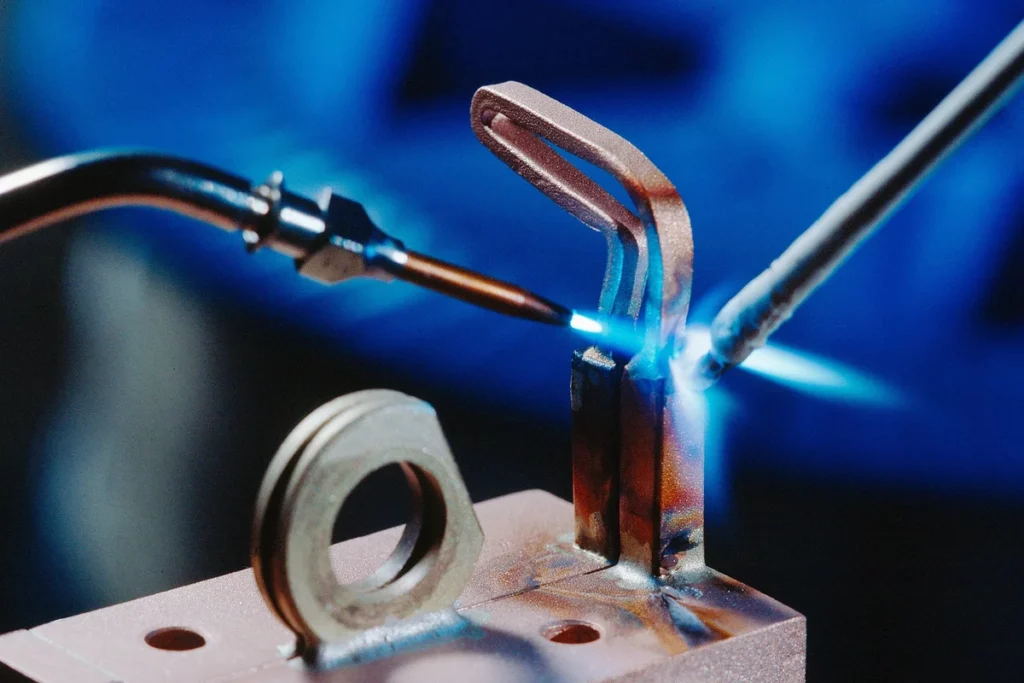
In a joining process known as brazing, molten filler metal (also known as the braze alloy) flows into the joint. It is generally used to join metals (but also ceramics).
Brazing Temperatures
The procedure differs from welding in that the base metals are not melted together at high temperatures during a joining operation. Instead, the filler metal melts at a temperature above 860°F (460°C) which is always below the melting temperature of the components being connected. When the temperature is above 1650°F (900°C), iron powder is utilized in the brazing process.
By definition, the braze alloy melts at a lower temperature (often significantly lower) than the components it is joining. Each layer in the sandwich-like brazed joint is metallurgically connected to the layer below it.
The filler metal is shielded by an appropriate environment, frequently a flux, while being heated just slightly beyond its melting point. A strong joint between similar or different metals is created when the molten filler metal cools and solidifies to unite the workpieces.
Brazing Atmospheres
Vacuum, noble gases. nitrogen, air, ammonia, combusted fuel gas, hydrogen, and inorganic vapors are among the atmospheres in which the brazing process can be performed. These environments can be heated using a variety of heating sources, including an induction coil, torch, and furnace.
A space into which the molten braze filler can be drawn or spread by capillary action is necessary for a satisfactory brazed connection, which can only be achieved when the filler and parent materials are metallurgically compatible. The brazing environment, base material, and braze alloy composition are just a few of the variables that affect the necessary joint gap.
Brazing Is a Commercially Recognized Procedure
Due to its adaptability and the high integrity with which connections may be made, brazing is a commercially recognized method utilized in a variety of sectors and is ideal for combining different metals. One of the most used joining methods, it is trustworthy in both critical and non-critical applications.
There Are Several Types of Brazing Processes
There are several different types of brazing processes, each using slightly different materials and techniques.
Brazing Ferrous or Nonferrous Metals
The most common type uses aluminum alloys as the base material—they may be clad with other metals like steel (the best known example being an aircraft engine part) or coated with ceramic layers (like porcelain). There are also nonferrous versions of these processes—these typically involve copper rather than aluminum-based alloys.
Braze joints usually consist of two pieces of similar composition joined together by either mechanical fasteners or through brazing. They’re often made from cast iron, stainless steel, nickel silver, etc., depending on their intended application.
These joints usually require little preparation, aside from cleaning any loose dirt off the surfaces before applying flux paste. This is because they rely solely on surface tension between the two parts to hold them together.
Brazing Tough Pitch Coppers
When heated at temperatures exceeding 480°C in reducing atmospheres containing hydrogen, tough pitch coppers are vulnerable to embrittlement. If self-fluxing filler metals are utilized, phosphorus-deoxidized and oxygen-free coppers can be brazed without flux in hydrogen-containing atmospheres without running the risk of embrittlement.
Use of Mechanically or Chemically Bound Components in Brazing
It’s not uncommon for these joints to contain both mechanically bonded and chemically bound components, though the latter tend to be much weaker than those created only through physical means.
High-Temperature Brazing
High-temperature brazing is a joining technique that uses a brazing temperature exceeding 900°C and is done either in a regulated (reducing) atmosphere or under a vacuum.
When brazing, the brazing filler metal melts and is sucked by capillary into the small gap between the base material (which has not yet melted) that is to be bonded. Cooling brings about the formation of a solid, leak-free metallic bond.
Combining intricately formed stainless steel components with other base materials, including nickel alloys, copper alloys, and diamonds, often require high-temperature brazing. When strength and resistance to corrosion and oxidation are needed, these brazing applications can be found in the automotive, industrial, and tool industries.
Brazing filler metals such as copper, nickel, or iron are used in the automobile industry and home applications. The use of nickel brazing is advised when high levels of corrosion and oxidation resistance are needed. An affordable alternative to nickel brazing is iron-based brazing filler metals.
Other Brazing Methods
In addition to the above applications, there are many others where brazing has become widely popular, such as plumbing fixtures, HVAC systems, electrical wiring assemblies, automotive frames, shipbuilding construction, jewelry manufacturing, medical equipment assembly, machine tooling, and so forth.
Some Types of Braze Filler Materials
An AWS specification is applicable to brazing filler materials. According to analysis, they are categorized into basic groups that include heat-resistant materials, magnesium, aluminum-silicon, copper, copper-zinc, copper-phosphorus, copper-gold, and silver. The choice of filler metal depends on the brazed metal.
Brazing Flux
The term “flux” refers to a substance applied to the mating faces of the components prior to heating in order to prevent oxidation during brazing.
Fluxes generally fall into three categories: organic, acidic, and basic. Organic compounds include rosin, animal oils, vegetable oils, turpentine, terpenes, chlorinated hydrocarbons, naphthalene and its derivatives, and petroleum distillates. Most commonly, flux pastes are used today, although liquid ones are still available.
A good quality flux should leave behind virtually no residue after removal. Acidic fluxes are corrosive and dissolve oxides on the metal surface, while basic fluxes react with the oxide layer to produce water vapor when heated.
Which flux to choose really depends on the material itself and the desired results. For instance, with a higher melting point, harder refractory metal might benefit from the strength provided by a basic flux over an acid one. And certain applications might need extra protection against corrosion.
Brazing Powders and Pastes
Pre-positioned filler metals for brazing are preferably applied as a paste near or inside the junction. The paste is made up of water- or solvent-based binder and brazing filler metal powder that makes up around 80–90% of the mixture. The binder, which is selected based on how the paste will be applied to the base material, determines the rheological characteristics of the paste. There are several ways to apply the brazing paste, including dispensing, screen printing, roller coating, and spraying.
When the paste is applied to the base material, the entire piece is heated in a vacuum furnace (or in a reducing environment). At the brazing temperature, the brazing filler metal melts and fills the space between the connecting parts by capillary forces. The binder is burned off at around 500°C. A leak-proof metallurgical junction forms during cooling.
Brazing Tapes
For controlled environment furnace brazing, high-quality brazing tapes with less than 9% binder are used. A measured, homogeneous layer of brazing alloy is left on the surface of the material to be connected or coated when using a solely organic binder, which means that during burning, all of the binders decompose.
By utilizing braze tape, a worker is able to consistently pre-place a specific amount of brazing alloy into the braze joint. Joints are kept tidy and constant by using high-quality materials.
Brazing tapes are useful in regions where an excessive overflow of material is undesirable because they allow exact control of the quantity of brazing alloy. With little to no fixturing, brazing tape density and thickness are carefully regulated.
Finding the Right Brazing Temperature
As mentioned earlier, brazing relies solely on surface tension to bond the two pieces together. Therefore, heat must always be supplied in order to make a successful connection. Depending on the size of the gap between the two items being connected, temperatures vary greatly.
Generally speaking, however, the lower the temperature at which brazing occurs, the better the resulting joint will perform. As such, brazing requires heat of around 1100 degrees Fahrenheit (593 degrees Celsius), in order to achieve proper flow.
When brazing large gaps, such as in larger structural elements, even higher temperatures are required, closer to 2200°F (1190°C), since the entire mass needs to melt evenly without scorching too quickly in the center. While rare, it is possible to braze small objects at much cooler temperatures, as long as the filler metal melts cleanly.
Temperatures below 500°F (260°C) can cause problems due to excessive slag formation within the molten bath. Also, keep in mind that the ideal brazing temperature will differ according to the type of brazing involved.
A Simple Brazing Technique
To begin the actual procedure, flux is first applied to the exposed areas of the bonding surfaces. Next, the two pieces are brought together, followed by clamping them firmly onto a flat surface.
Then, a torch or heating gun is used to apply sufficient heat until the braze alloy flows sufficiently enough to fill the gap. Once the braze alloy begins to flow properly, the area is kept under constant surveillance to ensure even distribution throughout the gap.
Afterward, the whole thing is removed from the flame source and allowed to cool down naturally. Finally, the two pieces are inspected thoroughly to verify that the joint meets the requirements. Some minor post-processing steps may follow, such as grinding away excess braze near corners, polishing edges, removing flashings, filling holes and cracks, and so forth.
While it’s relatively easy to learn how to tie shoes, learning how to braze isn’t quite as straightforward. However, once mastered, it can prove extremely useful in repairing various household appliances and tools, as well as in industrial settings.
The Benefits of Brazed Joints
1. Strong Yet Lightweight
Due to the nature of brazing, joints produced are strong yet lightweight, durable, resistant to extreme weather conditions, and able to withstand tremendous shock loads.
2. Suitable for Working With Sensitive Materials
Because brazing involves low temperatures, it’s suitable for working with sensitive electronics and machinery. Since there aren’t many chemicals present during the process, environmental pollution caused by toxic fumes is minimized significantly.
3. Not Wasteful
Another advantage is that brazing doesn’t generate nearly as much waste compared to other methods.
4. It Is More Affordable Than Welding
Lastly, unlike welded joints, brazed connections don’t weaken over time as a result of creep deformation. On top of that, the cost of brazing is far cheaper than casting, machining, powder metallurgy, forging, and other traditional fabrication methods.
The Drawbacks of Brazed Joints
But despite all the benefits associated with brazing, it doesn’t provide the same performance as welding. Welding offers greater flexibility in terms of design complexity, whereas brazing provides superior dimensional accuracy.
Additionally, brazed joints tend to lack the overall tensile strength seen in forged and EDM cuts. Overall, brazing is excellent for producing simple and sturdy structures, but it lacks versatility when dealing with complex designs involving multiple component changes along the way.
So, unless you already own a furnace capable of reaching the necessary brazing temperature, brazing likely won’t allow you to create intricate projects requiring precise tolerances.
The Bottom Line
If you’ve got a bit of experience doing some light welding, you’ll definitely feel right at home brazing. But if you’re completely new to the art, we recommend starting with easier jobs, getting comfortable with a few basics, and practicing a lot.
Eventually, you’ll start seeing improvements in your skills, leading to more challenging tasks. Either way, having some knowledge of brazing could come in handy someday!
Darell is a Certified Welding Engineer (CWEng) with over 23 years of expertise in TIG, MIG, MAG, dual flux, and stick welding. He is a senior welding engineer who has a desire to share his experience. Visit unwelded.com and join Darell as well as other welding enthusiasts in obtaining fabrication knowledge, amazing welding gadgets, and useful welding insights.