When you’re learning tungsten inert gas (TIG), a common question that comes up is what the ideal argon pressure should be in order to achieve maximum penetration with minimal spatter when performing your first joint.
This article will discuss some of the commonly used shielding gases, their differences, and what Argon pressure would be best suited for TIG.
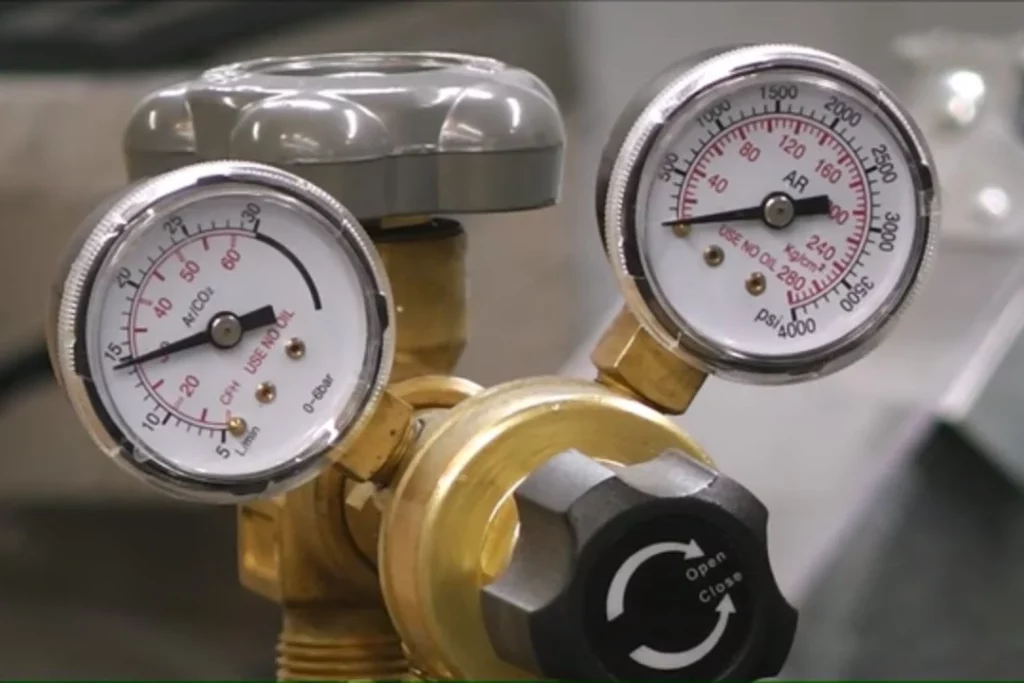
First and foremost, note that mass flow controllers are used by several manufacturers to regulate the exact amount of argon flowing into the system based on preset settings. The argon pressure for TIG welding ranges from 5 to 15 PSIG.
Let’s begin by taking a brief look at the basic principles behind TIG welding and the shielding gases that are often used for TIG welding.
What Is TIG Welding?
Tungsten-inert gas welding uses an electrode made from pure tungsten powder which has been mixed with other metals such as copper and nickel. The mixture then undergoes intense current flow through it, causing heat energy which melts the metal at the tip of the electrode into droplets
These molten particles are collected on the workpiece surface, forming a bead around its perimeter. This method of creating joints was developed in 1930s.
Later on, it was perfected and patented in 1941 by Russell Meredith. Because it employed a tungsten electrode arc and helium as a shielding gas, Meredith dubbed the procedure Heliarc, but it’s also known as tungsten inert gas welding (TIG).
Nonetheless, the American Welding Society uses the term gas tungsten arc welding (GTAW) to describe the procedure.
It became widely adopted throughout the industry due to its high efficiency and low cost. Today, there are several different types of equipment available for TIG welding, but they all operate similarly.
Shielding Gases for TIG Welding
There are three main categories of inert gases: active, inactive, and reactive. They each have specific advantages for certain applications.
1. Argon
According to the American Welding Society, “argon” means “light noble gas.” Argon belongs to Group 14 along with Krypton and Rubidium in the periodic table.
The element occurs naturally but in trace concentrations. Argon is colorless, odorless, tasteless, dense, non-toxic, and slightly soluble in water. Pure Ar is transparent and diaphoretic. Argon does not readily mix with ordinary air as it easily disperses into tiny bubbles.
Why Argon Works Well as a Shielding Gas in TIG Welding
Argon works well as a shielding gas in TIG welding because it mixes efficiently with oxygen, thereby preventing oxidation reactions. Argon is lighter than other inert gases, which increases volumetric efficiency and lowers total system size.
Other factors to consider include ease of handling, toxicity, purity, evaporation loss, and flammability. Argon is generally safe to handle as long as proper protective measures are followed. Argon also poses no threat to human health unless exposure exceeds 100%. Finally, argon is not poisonous, corrosive, or combustible.
What Pressure Should Argon Be for TIG Welding?
A typical TIG setup consists of a source of argon connected to a regulator, transfer pump, filter, and distribution manifold that splits the gas into smaller streams feeding individual torches.
Many manufacturers utilize mass flow controllers to regulate the exact amount of argon flowing into the system based upon preset values. The input voltage controls the speed of the motor driving the compressor. Output pressures range anywhere from 5 PSIG (pounds per square inch gauge) to 15 PSIG.
However, the PSIG doesn’t take into account the atmospheric pressure that acts on most objects. The air pressure that acts on most objects is factored into absolute pressure, which is what psi (pounds per square inch) normally stands for. Having said that, the argon pressure for welding falls within the range of 20 to 30 psi.
What Is the Recommended Argon Flow Rate?
Conventionally, the argon flow rate in TIG welding ranges between 10 to 25 cfh (cubic feet per hour) on average. This rate can be used to calculate the suitable TIG welding argon pressure and vice versa.
2. Helium
For example, helium is often preferred because of its low density compared to others, making more material fit inside the same-sized chamber.
However, since helium does not react chemically with oxygen, it cannot protect against oxidation reactions caused by atmospheric contamination during transport or storage. Therefore, to prevent these problems, nitrogen must also be added to provide protection against ambient air contaminants.
Helium has excellent thermal conductivity, which results in fewer arcs and less spattering. When working with thicker materials, such as aluminum, there is a risk of increased porosity if too much sputter residue remains on the bottom side of the welded seam.
This produces weaker seams than those produced without any residual sputtering.
Another major advantage of helium is that it is extremely lightweight, allowing greater overall power consumption per unit area. This makes it great for use in portable units where higher currents are required for faster production rates.
Another benefit is that, because helium is so cheap, it allows for lower overhead costs even when operating large-scale industrial operations. Lastly, helium offers very little ionization resistance, requiring no additional filtering or purification systems.
3. Nitrogen
Nitrogen is another non-reactive inert gas that has many benefits, including being lightweight, inexpensive, and requiring no filters to remove impurities. Like helium, it possesses good thermal conduction properties, lowering the number of arcing events that occur, therefore reducing spatter and increasing output quality.
Nitrogen’s biggest drawback, however, is that it doesn’t allow enough room for the larger volumes of gas needed for heavier thicknesses of steel. As a result, for heavier materials, nitrogen may require the addition of hydrogen to increase volume capacity.
4. Hydrocarbon
Hydrocarbon gases are typically avoided in manufacturing environments because they tend to create excessive amounts of carbon monoxide and smoke.
Although hydrocarbons do offer better arc stability over long periods of time, they still produce unacceptably large quantities of oxides and fumes under normal conditions. Additionally, these gases are highly flammable and contain toxic chemicals, so proper ventilation and safety precautions need to be taken to avoid accidents.
5. Xenon
Lastly, Xenon is a synthetic inert gas discovered in July 1898 that is currently only produced commercially in small quantities. Because xenon is expensive, it is primarily used in scientific research facilities and medical diagnostic devices.
Its primary feature is that it produces very few oxides while providing superior electrical insulation qualities. Unfortunately, xenon tends to be unstable and reacts quickly with water vapor, turning back into oxygen and hydrogen.
This reaction causes rapid depletion of supply levels, forcing companies to purchase extra supplies every couple of months. Due to these issues, xenon is rarely found outside of laboratory settings.
Differences Between Inert, Active, and Reactive Gases
We’ve talked about active, inert, and reactive gases quite a lot in this article. Now, let’s take a look at some differences.
Active gases include natural elements such as hydrogen, oxygen, carbon dioxide, fluorine, chlorine, and more. Some examples of active gases are hydrogen peroxide, ammonia, acetylene, methane gas, freon, liquid anhydrous ammonia, sulfur hexafluoride, chlorine trifluoroacetate, and bromochloromethane.
These gases possess unique characteristics and chemical makeup that make them suitable for special purposes such as cleaning, cooking, welding, refrigeration, combustion, and lighting.
1. Active Gases Are Able to Combine With Other Substances
Most importantly, however, active gases are able to combine with other substances to form new compounds called Compounds Of Organic Rank And Type (CORTs).
CORTs is the basis behind a variety of organic solvents that are useful for dissolving various materials, ranging from plastics to oils. One downside, however, is that CORTs usually release harmful emissions when burned.
2. Reactive Gases Are Relatively Rarer Compared to Inert Ones
Reactive gases consist mostly of halogenated fluorocarbons, chlorofluorocarbons, dibromodichloroethanes, and sulfur hexafluoride, among others. Reactive gases are relatively rarer compared to inert ones simply because they are heavily regulated due to environmental concerns.
Examples of reactive gases include ethyl chloride, dichlorethane, methylbromide, tetrafluoroethylene, 1,1 -dichlorotetrafluoroethene, and sulfur fluoride.
3. Reactive Gases Are Corrosive
Because reactive gases are corrosive, they pose threats to health and life when inhaled or ingested.
If exposed to reactive gas such as carbon monoxide at levels more than or equal to 250 ppm can result in respiratory distress, stillbirths, and hyperventilation. Even worse, as little as 4 or 5 ppm of nitrogen dioxide can affect the respiratory system.
Therefore, whenever possible, reactive gases should always be handled properly according to OSHA regulations.
Differences Between MIG and TIG Welding
Before concluding this article, let’s take a quick look at the difference between MIG and TIG.
1. TIG is Capable of Producing Deeper Penetrating Holes
Unlike MIG, TIG is capable of producing deeper penetrating holes with reduced spatter and thus leads to cleaner edges. To help explain why this happens, we’ll examine the chemistry involved.
2. MIG Welding Uses a Single Column of Gas
During conventional MIG welding, a stream of shield gas passes through the region between the torch nozzle and the base plate, containing negatively charged ions. Once emitted out of the nozzle, the negative charges cause the molecules to collide with electrons, resulting in ionized atoms.
Atoms gain or lose electrons depending on whether they have odd or even numbers. Electrons move toward opposite poles until they reach opposite sides of the atom. Since both ends have the same charge polarity, they attract each other and become attached together, forming covalent bonds.
With sufficient heat, electrons break free from the bond and recombine with free radicals present in the atmosphere. In doing so, neutral atoms receive either two or zero electrons, resulting in singly positively charged ions known as plasma. Plasma eventually becomes visible as a bright white ball of hot glowing sparks floating near the ground.
3. TIG Welding Torch Emits a Continuous Spray of Gas Via Multiple Channels
On the other hand, TIG welding involves a similar mechanism, except instead of relying solely on negative charges, it utilizes positive charges. Instead of passing through a single column of gas, the torch emits a continuous spray of gas towards the workpiece via multiple channels.
The positive charges pass through the region between the tip of the torch and the workpiece where they collide with electrons, resulting in ionized atoms. Similar to MIG, once released, the ions travel down to the end of the torch and recombine with free radicals present in the atmosphere.
During this process, electrons break away and go off in random directions before reattaching themselves to free radicals. Eventually, the freed electrons recombine with ions, leaving behind doubly positively charged atoms known as plasma.
4. In TIG Welding, Plasma Forms Slowly and Stays Close to the Tip of the Torch
However, unlike MIG, plasma forms slowly and stays close to the tip of the torch rather than moving across the entire length of the beam. This characteristic allows for deeper penetration depths while keeping edge quality intact.
The Bottom Line
To get the right argon pressure for TIG welding, strive to understand the basis of every decision in welding. Fortunately, argon pressure is reliant on flow rate and it isn’t the most critical aspect of welding.
It’s necessary to follow the right procedures while working on a task as risky as welding. However, precise figures will not be required at every step of the procedure.
Darell is a Certified Welding Engineer (CWEng) with over 23 years of expertise in TIG, MIG, MAG, dual flux, and stick welding. He is a senior welding engineer who has a desire to share his experience. Visit unwelded.com and join Darell as well as other welding enthusiasts in obtaining fabrication knowledge, amazing welding gadgets, and useful welding insights.



